Big O Farms embraces the future with new Onion Factory
After a devastating fire in one of its packing houses, Big O Farms needed a new factory. It was the beginning of a fruitful collaboration with the Onion Tech Alliance.
Big O Farms is a family-run agricultural business located near the East Coast of the United States. After a fire destroyed their onion factory, they decided to turn the disaster into something positive by realizing a future-proof production line from the ground up. We talked to Maxwell Torrey, a 12th-generation Torrey family farmer, who is leading the partnership with the Onion Tech Alliance.
A rich history
It’s safe to say that the Torrey family knows agriculture: Their family has been farming for more than 300 years, located in Elba, New York since 1948. Big O Farms is the business unit of Torrey Farms that produces onions, but the company handles many more types of vegetables. They plant, harvest and package products such as zucchinis, potatoes, carrots and cucumbers, and they are one of the biggest vegetable crop farms in the state of New York. Big O Farms delivers locally grown quality products to retailers, food services, and wholesale and terminal markets up and down the East Coast. Eqraft’s sales engineers had previously visited Big O Farms, but it wasn’t until late 2016 that their collaboration really took off. On Thanksgiving Day of 2016, a large fire burned down an equipment barn, causing millions of dollars of damage and destroying a big part of the onion crop. John and Max Torrey approached the the Onion Tech Alliance to start the planning process right after the fire. Eqraft delivered some machines so that production could be continued, but Big O Farms needed a whole new packing house and onion production line as soon as possible.
Although the fire was a catastrophe for Big O Farms, it also fast-tracked the grower’s shift toward a more future-proof factory. As Maxwell relates: “We needed a production line that was more efficient and required less manual labor. We trusted the Onion Tech Alliance would be able to deliver exactly that.”
“Representatives from all the OTA members were on site. Not having to deal separately with different companies was a real advantage.”
Future-proof factory
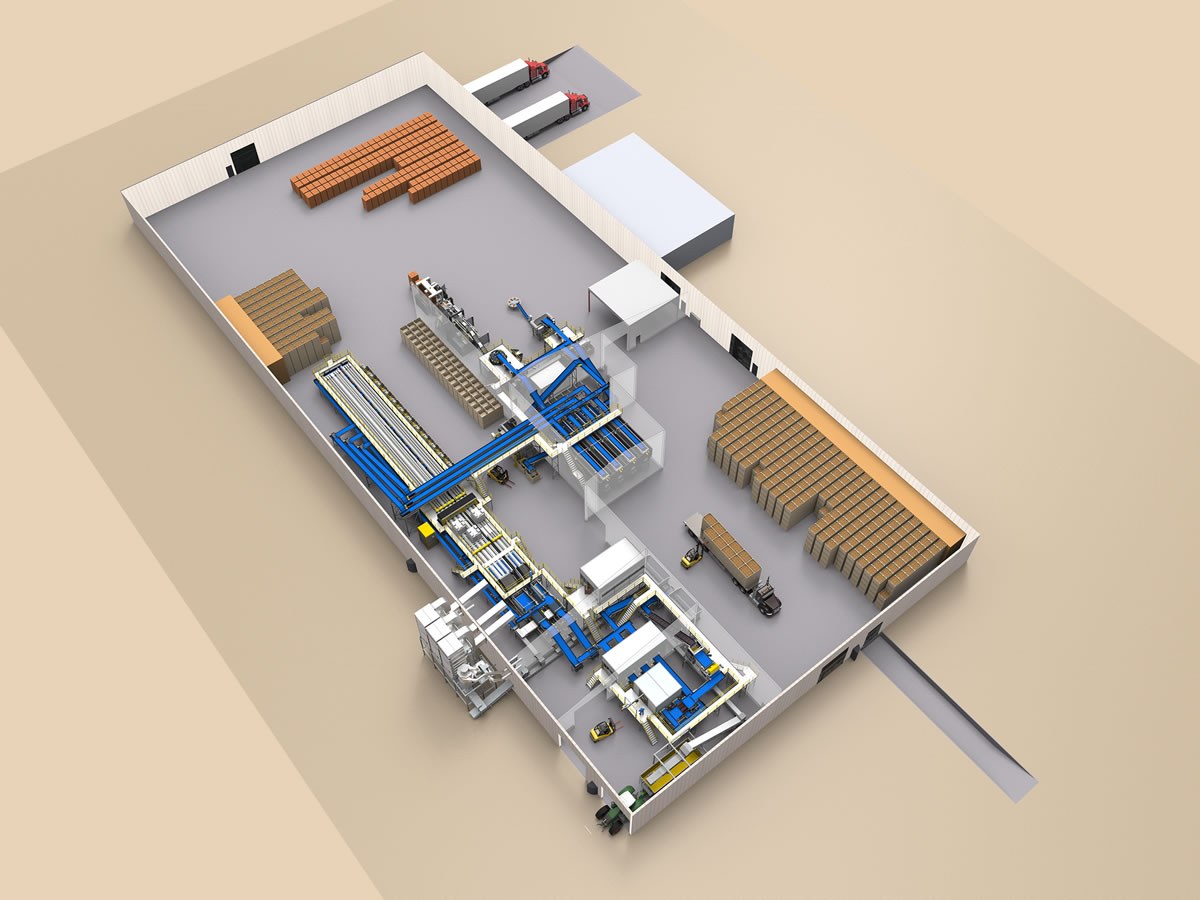
A big advantage in recovering from this disaster was that the partners in the Onion Tech Alliance were free to set up the ideal factory for the Torrey family, taking all the various aspects of the production process into consideration. The Onion Tech Alliance (OTA) is a joint approach by four suppliers in the industry and is aimed at increasing efficiency and decreasing costs. Maxwell: “Representatives from all the OTA members were on site. Not having to deal separately with different companies was a real advantage.” For instance, Modesta was included in the conversations from the start. As a result, their dust extraction approach has been perfectly incorporated in Big O Farms’ new factory layout, leading to longer machine life and a cleaner and safer working environment for the employees. And thanks to Modesta’s safety measures, fire and explosion hazards are now a thing of the past.
Eqraft is responsible for the correct functioning of the various onion processes: receiving, cleaning, topping, grading, storage and packing. Eqraft’s comprehensive software layer, Eqontrol, enables the machines – such as a sizer, Eqrader, topper, weigher, and Baxmatic – to communicate with each other. The EvenFlow by Deprez is used for buffering the product flow and Symach’s palletizers take care of wrapping and palletizing.
What’s more, the position of Eqraft’s grading machine enables easy waste handling. Big O Farms takes a unique approach to this task: All organic waste is collected and used as fertilizer for the grounds. Thanks to the new Eqrader, which separates stones and other waste from the onions, organic waste collection will become even easier.
A broader customer base
The Eqrader offers Big O Farms something it previously didn’t have. For the first time, it is able to evaluate both the internal and external quality of an onion, using cameras and infrared scans. Maxwell elaborates: “Quality is the most important thing right now. However, we’re currently just grading the onions manually, which makes it impossible to detect rot on the inside.” By being able to offer a better-quality onion, the product will become more uniform. “This will definitely help us broaden our customer base,” says Maxwell. Big O Farms’ new factory also takes a step forward when it comes to logistics. In between the sorting and packing processes, the new factory has four bunkers for storage, from which the onions are transported automatically to a packing line. This is different from a conventional layout, where the onions move from sorting directly to packing. Separating those processes using bunkers means there is less need for internal transport by forklift. It also leads to more flexibility; instead of packing in response to customer requirements, factory owners can anticipate customers’ demands and proactively focus sales on the products they have in stock.